
«Честный ремонт» осуществляет полный спектр услуг по ремонту клапанного механизма головки блока цилиндров. Иначе обстоит дело с ремонтом направляющих втулок, выполненных встроенными, то есть отлитыми вместе с корпусом головки (Cummins, Deutz, Komatsu, Ford). По сути, производитель такой конструкции не предусматривает ремонта направляющих и, в случае их износа, рекомендует замену головки блока целиком или предлагает установку клапанов ремонтного размера (с большим диаметром стебля клапана).
Тем не менее технологии ремонта направляющих втулок, сделанных заедино с головкой блока, существуют и, более того, доказали свою работоспособность и надежность. Наибольшее применения эти технологии нашли в ремонтных мастерских США, потому что такое исполнение головки блока наиболее характерно для американских производителей, но и у нас такие моторы все чаще начали поступать в ремонт.
Технология Classic (Канада) одобрена крупнейшими автопроизводителями, такими как Ford, GM, Caterpillar, Cummins, она была разработана более 20 лет назад, но до сих пор актуальна и составляет конкуренцию другим методам восстановления втулок и успешно используется в авторемонтном производстве.

Более того, актуальность технологии Classic не ограничивается ремонтом головок с несъемными втулками. Технология Classic приходит на выручку, когда случается сталкиваться с ремонтом ГБЦ, у которых неоправданно высокая стоимость оригинальных направляющих или слишком долго приходится ждать их поставки, а неоригиналов либо не существует, либо качество их исполнения крайне низкое, что делает их непригодными для эксплуатации.
Технология Classic может применяться для ремонта любых направляющих втулок независимо от материала и имеет преимущества перед традиционной технологией, о которых чуть позже.
Итак, Classic — это установка ремонтной тонкостенной распорной гильзы из бронзового сплава в отверстие старой направляющей втулки головки блока. Старая изношенная направляющая втулка перед этим рассверливается под размер немного меньше наружного диаметра используемой бронзовой гильзы.
Просверленное отверстие обрабатывается с помощью специальной развертки, в результате чего получается гладкое отверстие – так называемое посадочное место, куда запрессовывается ремонтная бронзовая гильза с натягом.

После запрессовки гильзы производится калибровка отверстия под клапан специальными твердосплавными шарами. После калибровки выступающую часть гильзы подрезают фрезой, затем место подреза проходят зенкером для снятия заусенцев. Завершающей частью процесса является контроль зазора между втулкой и клапаном.
Преимущества технологии Classic по сравнению с традиционной технологией ремонта направляющих втулок:
- высокая износостойкость ремонтной гильзы;
- низкий коэффициент трения пары втулка – стержень клапана;
- улучшение смазки сопряжения «втулка – клапан»;
- низкая трудоемкость ремонта;
- низкая стоимость ремонтной гильзы;
- отсутствие необходимости нагрева головки во время ремонта.
Качественное исполнение технологии Classic невозможно без профессионального комплекта инструмента, производимого канадской компанией Classic Engine Supplies, Inc. Рассмотрим основные этапы ремонта направляющих втулок по технологии Classic.
Подготовительный этап

Выбор комплекта инструмента. Основой для выбора инструмента служит номинальный диаметр ремонтируемой втулки. Производитель выпускает комплекты для ремонта направляющих диаметром от 5 до 9,5 мм.
Установка центрирующего конуса, который подбирается по диаметру седла клапана. Комплект центрирующих конусов универсален и пригоден для использования при диаметрах седла от 20 до 48 мм

Обработка посадочного места под ремонтную бронзовую гильзу

Подготовка инструмента для рассверливания отверстия. Развертка из твердого сплава устанавливается в оснастку для крепления развертки.
Рассверливание внутреннего диаметра направляющей втулки. Частота вращения под нагрузкой должна превышать 1000 об/мин, а время сверления около 5 секунд.

Установка ремонтной гильзы из фосфористой бронзы
Очистка внутренней поверхности втулки щеткой-ершом со смазкой (например, WD-40).
Подготовка инструмента для запрессовывания ремонтной втулки. Оснастка для запрессовки ремонтной гильзы устанавливается в короткоходный пневмомолоток с частотой более 3000 уд/мин.

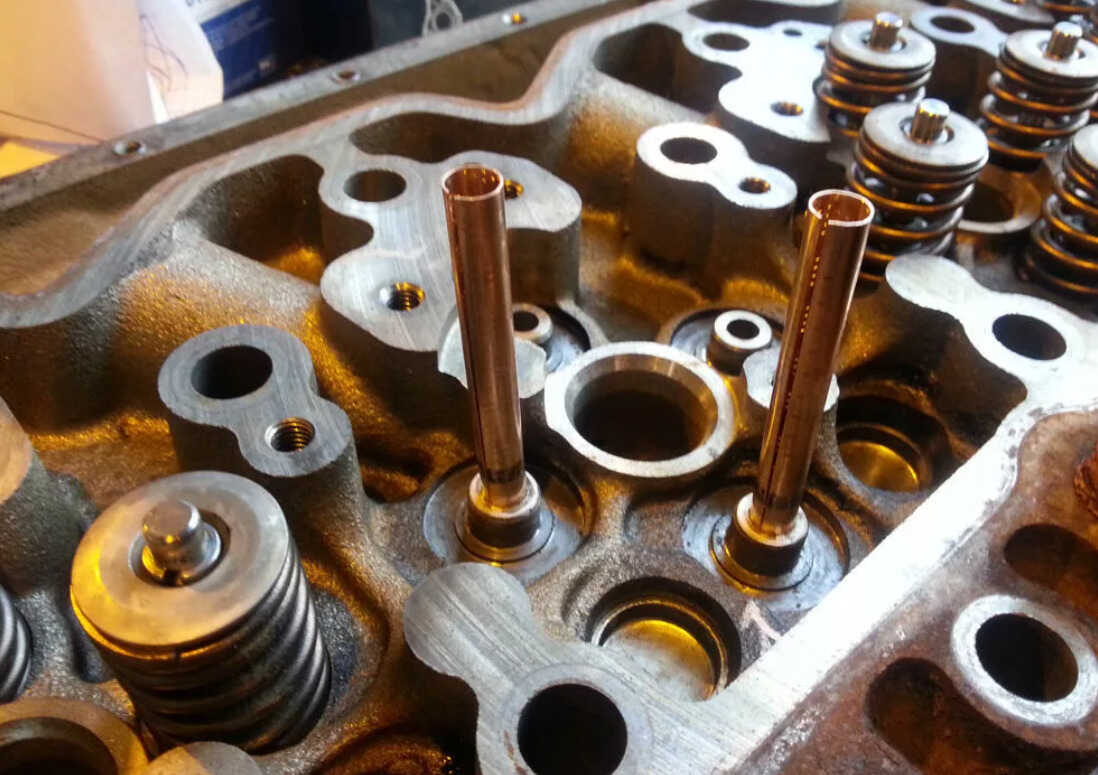
Запрессовка бронзовой гильзы. Гильза устанавливается «заходной» стороной вниз (скругленный конец, отмеченный двумя полосками). Время операции 3…5 секунд.
Обработка направляющей втулки под нужный размер

С помощью калиброванных шаров различных размеров (от меньшего к большему) подгоняем (увеличиваем) внутренний диаметр направляющей клапана (гильзы) под необходимый (с учетом теплового зазора). Для этого используется шток-толкатель для проталкивания шарика, установленный в пневмомолоток.
Необходимо помнить об упругой деформации материала ремонтной гильзы, то есть диаметр отверстия после протяжки не равен диаметру шара, поэтому последний шар необходимо выбрать на 0,025 мм больше необходимого диаметра отверстия втулки.

Обработка втулки по длине.

Подрезка торцевой части бронзовой гильзы с помощью концевой фрезы и пилота, установленных на пневмодрель.
Удаление заусенцев, появившихся в процессе подрезки, специальным зенкером, вращаемым с помощью ключа.

Результат, втулка установлена, отклонений нет. Вся операция по ремонту одной втулки занимает не более 3- 5 минут.
Такая скорость и легкость процесса обеспечивается оригинальным американским инструментом, который можно купить у нас.

Комплект инструмента Classic включает в себя следующие составляющие:
- развертка из твердого сплава;
- оснастка для крепления развертки;
- оснастка для запрессовки гильзы;
- щетка-ёрш;
- шток;
- толкатель шарика (используется с пневмомолотком);
- калиброванные шары из твердого сплава (от 3 до 5 в зависимости от комплекта);
- концевая фреза для подрезания торцев;
- пилот для концевой фрезы;
- зенкер для подрезки фаски;
- ключ для вращения зенкера;
- насадка для пневмомолотка (используется с экстрактором гильзы);
- экстрактор гильзы;
- инструментальная коробка.
Приобретя один комплект Classic, и, что называется, прочувствовав его преимущества, Вы всегда можете расширить диапазон обработки, докупая отдельные компоненты другого комплекта.
Покупать полностью второй, третий комплекты нет необходимости, потому что некоторая оснастка универсальная и может использоваться для других диаметров. К комплекту инструмента Classic необходимо приобрести сами гильзы и универсальный комплект центрирующих конусов.