
КАРТА ДЕФЕКТАЦИИ КОРПУСА ПОДШИПНИКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
| № ПО КАТАЛОГУ | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 7482.1006 036 | Корпус подшипника распределительного вала | КЧ 35 | НВ 121…163 |
| 740.1006 026-02 | Втулка | Бронза (специальный химический состав) | НВ 72 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | СПОСОБ РЕМОНТА |
| номинальный | Предельно допустимый без ремонта | |||
| Трещины и обломы | Браковать | |||
| Б | Износ, задиры втулки | Ø42 +0,015 | 42,02 | Заменить втулку, обработать в номинальный или ремонтный размер |
| В | Износ торцовых поверхностей | Размер А | 1) Наплавить, 2) точить «как чисто» | |
| 39,5— 0,05 | 39,25 | |||
| Г | Изгиб, коробление фланца | Допускается биение поверхности Г относительно Д 0,04 | 1) Наплавить, 2) точить «как чисто» | |
| Д | Износ наружного диаметра | Ø60,5  |
1) Осталивать, 2) наплавить. 3)точить в номинальный размер |
Основным дефектом корпуса подшипника распределительного вала является износ отверстия во втулке. Дефект устраняют заменой втулки 740.1006 036-02 и расточкой внутреннего диаметра в номинальный размер Ø42 +0,015 мм или в ремонтный размер Ø41,71+0,015 мм. При этом необходимо зачистить забоины на диаметре Д и обеспечить радиальное биение торца Г не более 0,04 мм.
При значительных повреждениях или износе поверхности Д осталивают. Хорошо зарекомендовал себя также следующая технология. На поверхность Д наносят рваную резьбу, производят напыление по резьбе порошком ПТ-НАО слоя толщиной 0,1…0,15 мм и металлизацию проволокой Св-08Т2С-0 диаметром 1,2 мм электрометаллизатором с током дуги 100…120 А. Торец Г и технологическую канавку около него рекомендуется защитить экраном. Обработку поверхности Д производят на цанговой оправке сначала точением, затем шлифованием.
Поверхности Д и Г можно наплавить малоуглеродистой проволокой Св-08Т2С-0, однако для предупреждения отбеливания зоны резания эти поверхности перед наплавкой протачивают на 1…2 мм. Целесообразно использовать вибродуговую наплавку в среде углекислого газа с подачей жидкости непосредственно за зону наплавки (см. Рис. 5.21).
Корпуса с износом на торцах В восстанавливают наплавкой торцев проволокой ПАНЧ-11 ТУ 4821.593-85 на полуавтомате (А547У) с использованием медной оправки по внутреннему диаметру для предотвращения наплывов внутрь. Затем производятся обработка торцев и заходных фасок на токарном станке в специальной цанговой оправке.

Рис. 5.21. Дефекты корпуса подшипника распределительного вала.
Коромысло клапана
В двигателях Евро-1 применены коромысла клапанов без бронзовой втулки, то есть в цельном исполнении.
КАРТА ДЕФЕКТАЦИИ КОРОМЫСЛА КЛАПАНА
| № ПО КАТАЛОГУ | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 7406.1007144 | Коромысло клапана | Сталь 45 | НВ167…212 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм. | СПОСОБ РЕМОНТА |
| Номинальный | Предельно допустимый без ремонта | |||
| А | Износ отверстия | Ø27  |
27,04 | 1.Установить втулку 2.Обработать в номинальный размер |
| Б | Износ носка по высоте | 6,0 | 6,5 | 1. Обработать до выведения дефекта до размера не более 6,5 мм без закалки ТВЧ, более 6,5мм с закалкой ТВЧ. 2. Наплавить |
| Г | Износ резьбы М10х1-4Н5Н | Менее ½ длины резьбы | Калибровать |
Основными дефектами коромысла клапана являются износ носка, износ внутреннего посадочного диаметра А и резьбы М10х1-4Н5Н (Рис. 5.22, Таблица 5.13). При восстановлении коромысла клапана производят стопроцентную установку втулки. При этом необходимо развернут отверстие А до диаметра 29,1 +0,023 мм. Затем запрессовать втулку бронзовую марки БрОЦС4-4-2,5 (НВ90). После запрессовки втулки на вертикально-сверлильном станке (например, мод.1Н135) с 2-х сторон снимают зенковкой фаски, затем втулки разворачивают, оставляя припуск 0,1 мм на раскатку. Далее на этом же станке втулки раскатывают в номинальный размер Ø27 .
Предусмотрена обработка отверстия во втулках под номинальный размер Ø27 мм. Или при необходимости в два ремонтных размера 26,85 мм и Ø26,7 мм в зависимости от износа цапф стойки коромысел.
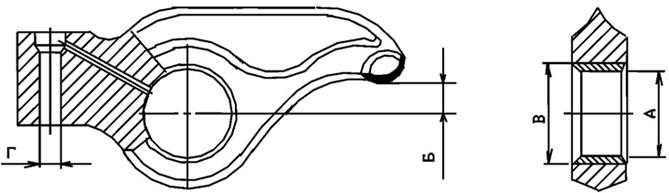
Рис. 5.22. Дефекты коромысла клапана.
Износ резьбы Г проверяют калибром. При износе резьбы менее половины длины резьбу калибруют. Если изношено более половины длины резьбы, коромысло клапана обычно бракуют, поскольку это редкий дефект. При необходимости можно восстановить резьбу установкой ввертыша.
Поверхность носка коромысла при износе свыше 0,5 мм восстанавливают ручной наплавкой электродом Т-590. Далее выполняют шлифование в номинальный размер. Если износ носка менее 0,5 мм, наплавка не производится, и поверхность шлифуется «как чисто».
При шлифовании коромысла клапанов собирают на скалку – деталь поз.3 (Рис. 5.23) (до 40 штук) и закрепляются в приспособлении плоскошлифовального станка в два ряда. Тыльная сторона коромысла опирается на упор 4 (Рис. 5.23). Обработка ведется фасонными кругами 1.

Рис. 5.23. Установка коромысла клапана при шлифовании.
1 – шлифовальный круг, 2 – деталь, 3 – скалка, 4 – упор.
Толкатель
В двигателях Евро-1 применены толкатели с «бочкообразным» стержнем.
КАРТА ДЕФЕКТАЦИИ ТОЛКАТЕЛЯ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.1007184-03 | Толкатель клапана | Сталь 35 «Селект» ТУ14-1-4382-87. Пята – спец. чугун | HRC 36,5…41,5 HRC 61 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | СПОСОБ РЕМОНТА |
| номинальный | Предельно допустимый без ремонта | |||
| А | Износ «бочкообразного» стержня толкателя по длине | Ø21,890-0,033 Ø22  Ø21,902 –0,033 Ø21,902 –0,033 |
21,85 21,96 21,860 | 1.Востановить хромированием или осталиванием 2.Ремонтировать толкатель для двигателя 740.10 в размер ¯21,82 – 0,021. |
| Б | Износ, выкрашивание наплавленной поверхности пяты | Размер В: | 9. 1. Обработать «как чисто». 1. Наплавить 2. Шлифовать | |
| 24,7 ±0,2 | 23,9±0,2 |
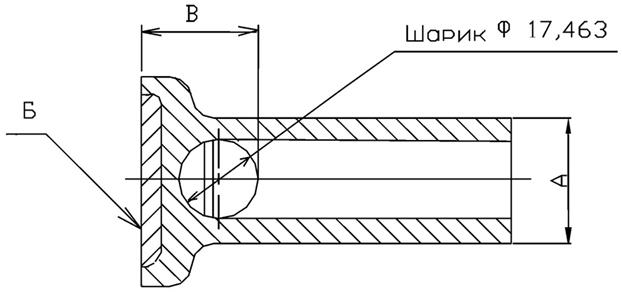
Рис. 5.24. Дефекты толкателя.
В процессе эксплуатации толкатель подвергается интенсивному износу как по наружному диаметру из-за вращения его в направляющей, так и по пяте тарелки из-за ее трения по кулачку распределительного вала (Рис. 5.24, Таблица 5.14). Для уменьшения износа пята тарелки толкателя наплавляется специальным чугуном, химический состав которого: углерод 3,1…3,4%, кремний 2,1…2,35%, марганец 0,5…0,65%, хром 0,8…1,0%, никель 0,4…0,75%, молибден 0,4…0,6%, серы не более 0,1%, фосфора не более 0,2%.
При износе или выкрашивании наплавленной пяты тарелку шлифуют до выведения дефекта, но размер В должен быть не менее 23,9 мм (Рис. 5.24). Если размер В меньше 23,9 мм или при таком размере дефекты ещё не выведены, то пяту толкателя следует наплавить электродами Т-590 или Т-620, затем шлифовать.
При износе стержня толкателя А до диаметра менее 21,96 мм толкатели набирают на подвесное приспособление и осталивают или хромируют по обычной технологии. Для уменьшения выноса электролита детали рекомендуется завешивать тарелкой вверх.
Шлифовать перед гальваническим наращиванием необходимости нет. После нанесения покрытия детали шлифуют на бесцентровально-шлифовальном станке в номинальный размер. Восстановленный в размер Æ21,82 – 0,021 толкатели можно применить только для серийных двигателей мод. 740.10.
При большой производственной программе целесообразно наладить восстановление поверхности А раздачей в холодном состоянии через отверстие под штангу на гидравлическом прессе.
Крышка масляного насоса
Масляный насос 740.11 1011 014СБ шестеренчатый, односекционный, производительностью 150 л/мин. Содержит корпус, крышку и шестерни. В крышке расположен клапан смазочной системы с пружиной. В нагнетающем канале установлен предохранительный клапан, состоящий из шарика, пружины регулировочных шайб. Основными дефектами масляного насоса являются износ втулок, колодцев, шестерен, а так же подклинивание клапана смазочной системы (Рис. 5.25, Таблица 5.15).
Для разборки, сборки и проверки масляного насоса необходимо: слить масло из картера, снять картер; снять масляный насос, отсоединить всасывающую трубку и трубку клапана смазочной системы; снять шестерню масляного насоса, корпус, крышку. После сборки масляного насоса валик должен проворачиваться от руки плавно, без заеданий. Испытать насос на стенде с использованием масла М10Г2 К или М10ДМ. При частоте вращения валика 2800 — 60 мин –1 и разрежении на всасывании 12…15 кПа подача насосом должна быть не менее 130 л/мин при давлении на выходе 0,35…0,40 МПа. Отрегулировать давление срабатывания клапана смазочной системы, которое должна быть 0,40…0,45 мПа. Для регулирования допускается использование не более 3-х шайб, устанавливаемых под пружину. При несоответствии давления начала открытия клапана, замените пружину. Повторное использование шплинта пробки не допускается.
КАРТА ДЕФЕКТАЦИИ КРЫШКИ
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.11-1011019 | Крышка | СЧ 21 | НВ 170…241 |
| 740.1011034-50 | Втулка валика | БРОЦС 4-4-2,5 | НВ 90 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм | СПОСОБ РЕМОНТА |
| номинальный | предельно допустимый без ремонта | |||
| Трещины, не проходящие через отверстия | Заварить | |||
| Г | Износ отверстия под ось ведомых шестерен | Æ20  |
Æ20,004 | Запрессовать втулку |
| Д | Износ отверстия под втулку | Æ22 +0,021 | Æ22,06 | Запрессовать втулку ремонтного размера |
| К | Риски, забоины и отдельные раковины | Зачистить | ||
| Срыв резьбы М8-7Н | Установить резьбовую вставку. Установить ввертыш. |
При ослаблении посадки втулки (Д) последнюю заменяют. Если отверстие изношено, то его развертывают, а втулку изготавливают с соблюдением указанной на Рис. 5.25 посадки.
При износе отверстия под ось ведомой шестерни его рассверливают по кондуктору с базированием по отверстию под ось ведущей шестерни, затем развертывают до Ø22,06. Далее в отверстие запрессовывают втулку из бронзы БрОЦС 4-4-2,5. Развертывание втулок до Ø20 выполняют после их запрессовки в корпус.
Трещины в корпусе устраняют сваркой в холодном состоянии проволокой ПАНЧ-11 или электродами ОЗЧ-1, МНЧ-2. После сварки необходимо зачистить наждачным кругом заподлицо.
Под сварку трещины разделывают с помощью шлифмашинки ИП 2003А абразивным кругом ПП63х20х20 53С50НСГ2БУ ГОСТ 23182-78, Глубина разделки должна быть меньше толщины стенки на 2…3 мм. При сварке выступание металла на рабочие поверхности не допускается. Сварку выполняют короткими участками по 20…30 мм с проковкой этих участков молотком сразу после обрыва дуги.
 |
Рис. 5.25. Дефекты крышки масляного насоса. 1 – крышка масляного насоса, 2 – втулка |
Корпус масляного насоса
КАРТА ДЕФЕКТАЦИИ КОРПУСА МАСЛЯНОГО НАСОСА
| № по каталогу | НАИМЕНОВАНИЕ | МАТЕРИАЛ | ТВЕРДОСТЬ |
| 740.1011020-50 | Корпус насоса | СЧ 21 | НВ 170…241 |
| 740.1011034-50 | Втулка валика | БРОЦС 4-4-2,5 | НВ 90 |
| № дефекта | Обозначение | ВОЗМОЖНЫЙ ДЕФЕКТ | РАЗМЕРЫ, мм. | СПОСОБ РЕМОНТА | |
| Номинальный | предельно допустимый | ||||
| без ремонта | Для ремонта | ||||
| Е | Ослабление посадки втулки | Ø22 + 0,021 | Ø21 + 0,013 | Более Ø21 + 0,013 | Заменить втулку БРОЦС 4-4-2,5 |
| Д | Износ отверстия втулки | Ø20  |
Ø19,97 | Более Ø19,97 | Заменить втулку БРОЦС 4-4-2,5 |
| М | Износ отверстия под ось ведомой шестерни в корпусе | Ø20 |
Ø19,97 | Более Ø19,97 | Поставить втулку БРОЦС 4-4-2,5 |
| В | Износ отверстий под шестерни по диаметру | Ø55,6 + 0,046 2 отверстия | Ø55,7 | Браковать при размере более 55,7 | |
| Л | Износ торцевой поверхности Л корпуса | 35  |
35,089 риски и задиры не допускаются | Размер И 84— 0,22 | Фрезеровать до выведения дефекта с последующей обработкой поверхности Ж |
| Повреждение резьбы | М10-7Н | До 2-х ниток | Свыше 2-х ниток | Прогнать резьбу. Поставить резьбовую вставку или ввертыш L=30мм | |
| Ослабление посадки штифтов | Ø5  |
Заменить штифт или поставить втулки | |||
| Трещины и сколы, проходящие через отверстия болтов крепления | Захватывающие не более ½ длины отверстий | Поставить резьбовую втулку, заварить | |||
| Трещины и обломы | Заварить |
В случае ослабления посадки втулки (Е) последняя заменяется. Если отверстие изношено при номинальном размере посадка р6 не может быть обеспечена, отверстие необходимо развернуть, а втулку изготовить с соблюдением указанной на Рис. 5.26 посадки.
При износе отверстия под ось ведомой шестерни отверстие рассверливают, затем развертывают до Ø22,01, базируя на пальце по отверстию под ось ведущей шестерни. Далее запрессовывают втулку из чугуна СЧ21 или бронзы БрОЦС 4-4-2,5.
В условиях мелкосерийного производства окончательное развертывание втулок до Ø20 рекомендуется выполнить после их запрессовки в корпус.
При износе более 35,08 мм фрезеруют поверхность Л торцевой фрезой до выведения износа. При том же установе фрезеруют поверхность Ж, выдерживая высоту гнезда в пределах 35 + 0,050 мм. Высота корпуса И не должна быть менее 84- 0.22 мм.
Задача сводится к выбору схемы базирования. Рекомендуется базировать корпус по отверстию под ось ведущей шестерни (без втулки) на цанговой разжимной оправке 4,5. Для повышения жесткости системы используют регулируемые опоры 2 (Рис. 5.27).
Торцевая фреза должна быть заправлена таким образом, чтобы исключить обработку поверхности В боковыми гранями.
Трещины, обломы и сколы устраняют сваркой в холодном состоянии электродами ОЗЧ-1, МНЧ-1 или ЖНБ-1. Если они выходят на резьбу, предварительно отверстие следует рассверлить и запрессовать резьбовую втулку из малоуглеродистой стали. После сварки шов необходимо зачистить наждачным кругом заподлицо.
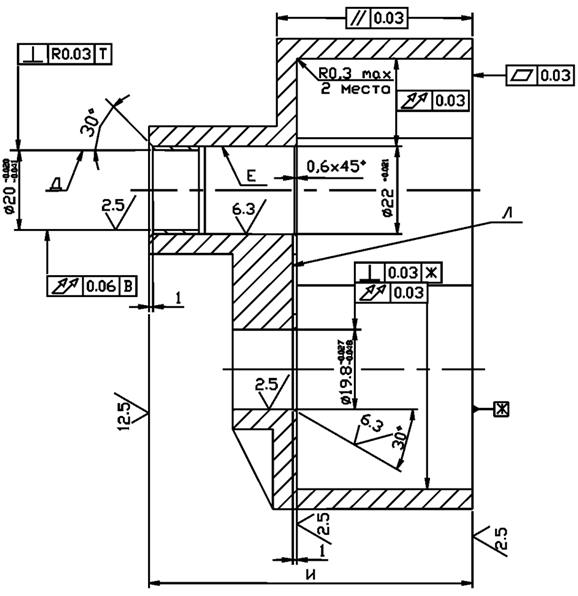
Рис. 5.26. Дефекты корпуса масляного насоса.

Рис. 5.27. Схема базирования корпуса масляного насоса при обработке поверхностей Л и Ж:
1 – установочная плита, 2 – регулируемые опоры, 3 – заготовка, 4 – конический палец, 5 – цанга, 6 – шайба, 7 – гайка.
Последнее изменение этой страницы: 2016-09-19; Нарушение авторского права страницы
Промойте и очистите корпус подшипников распределительного вала и каналы для подвода масла.
Проверьте диаметр отверстий в опорах. Если зазор между шейками распределительного вала и опорами превышает 0,2 мм (предельный износ), корпус подшипников замените.
Внутренние опорные поверхности должны быть гладкими, без задиров; если имеются повреждения на поверхностях или трещины на корпусе, замените корпус подшипников распределительного вала.
Замена распределительного вала осуществляется в следующих ситуациях:
— падение давления масла в двигателе. Причиной возникновения подобной неисправности, в большинстве случаев, являются износившиеся шейки распределительного вала. При возникновении подобной ситуации, вал рекомендуется заменить совместно с корпусом подшипников;
— проявление стука клапанов, при наличии рабочих гидроопорах приводных рычагов. Возникает при значительном износе кулачков вала распределения, вследствие использования моторного масла неподобающего качества или же при некачественном или пришедшим в негодность масляном фильтре. При такой ситуации приходят в негодность опорные поверхности на рычагах клапанных приводов, которые необходимо заменять совместно с распределительным валом.
Для проведения подобных работ, будут востребованы ключи следующих размеров: 24, 17, 13, 10.
Рассмотрим последовательность выполняемых действий:

1. Необходимо снять распределительный вал, совместно с его корпусом для подшипников (смотреть «Замена на клапанных приводах гидроопор рычагов»);

2. Необходимо разобрать корпус подшипников, относящихся к распределительному валу. Для этого на распределительном валу надо открутить пару болтов крепления от упорного фланца…

3. После чего необходимо вынуть упорный фланец, находящийся в проточке опорной передней валовой шейки…

4. Далее нужно вытащить распределительный вал, путем его сдвижения вперед из подшипникового корпуса.
ПРИМЕЧАНИЕ: Необходимо соблюдать при вытаскивании из корпуса подшипников относящегося к распределительному валу особую осторожность – ни в коем случае нельзя допустить повреждения заостренными кромками кулачков внешней части опор шейки распредвала.

5. Тщательным образом необходимо провести осмотр распределительного вала. Рабочие поверхности шеек не должны иметь забоин, зацепов, царапин и прочих физических повреждений.

6. Рабочие поверхности кулачков не должны иметь износ более 0,5 мм. Помимо того, не должно иметься заусениц, а также износа кулачков огранкового вида. Если на вале были обнаружены дефекты, его необходимо заменить.

7. При измерении диаметров опорных шеек на валу, должны получиться следующие размеры (начиная от передней шейки):
— от 45,915 мм до 45,931 мм;
— от 45,615 мм до 45,631 мм;
— от 45,315 мм до 45,331 мм;
— от 45,015 мм до 45,031 мм;
— от 43,415 мм до 43,431 мм.

8. Необходимо тщательно осмотреть корпус подшипников на распределительном валу. Трещин на корпусе подшипников быть не должно. На рабочих поверхностях шейных опор, не могут иметь место царапины, риски, задиры, повышенный износ.
9. Необходимо произвести замеры внутренних диаметров корпусных опор на распределительном валу. Их параметры должны иметь следующие значения (рассчитывая от передней опоры):
10. Установку нового корпуса подшипников, а также распределительного вала, и, несомненно, всех демонтированных деталей и узлов, необходимо производить в обратном снятию порядке. Перед тем как будет устанавливаться распределительный вал непосредственно в корпус подшипников, необходимо хорошенько промазать рабочие поверхности кулачков и шеек моторным маслом.
Гайки корпуса подшипников на распределительном валу имеют свой порядок затягивания.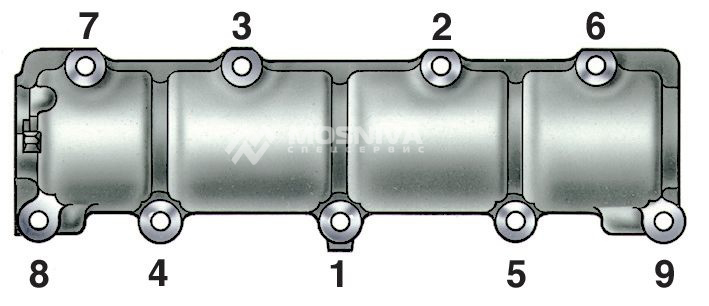
Рис. 1. Порядок затягивания гаек корпуса подшипников распределительного вала
Гайки крепления корпуса подшипников затягивайте в порядке, показанном на рис. 1 (см. «Замена гидроопор рычагов привода клапанов»)