
Ряд ремонтных работ силового агрегата автомобиля связан со снятием головки блока. Демонтаж ГБЦ особых трудностей не вызывает, а вот посадка узла на место при сборке мотора требует полного соблюдения технологии установки, в частности затяжки крепежных элементов.
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, поскольку от этого напрямую зависит работоспособность мотора. ГБЦ выполняет роль крышки цилиндров, и любые нарушения в ее посадке сказываются на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка головки приводит к падению компрессии из-за потери герметичности в месте стыка ГБЦ с блоком цилиндров, прогоранию прокладки, прорыву рабочих газов из цилиндров и попадание их в каналы систем смазки или охлаждения, проникновению в камеры сгорания технических жидкостей, что в свою очередь негативно сказывается на функционировании силового агрегата и может стать причиной очень серьезных поломок.
Чрезмерная затяжка тоже ничего хорошего не несет, в этом случае нередко происходит повреждение головки — появляются трещины, или разрушаются крепежи – разрыв болтов, срыв резьбы т.д.
Неравномерная или неправильная затяжка зачастую становиться причиной коробления головки, из-за которого в местах стыка ее с блоком появляются зазоры, что приводит к тем же последствиям, что и недостаточное затягивание.
Особенности детали
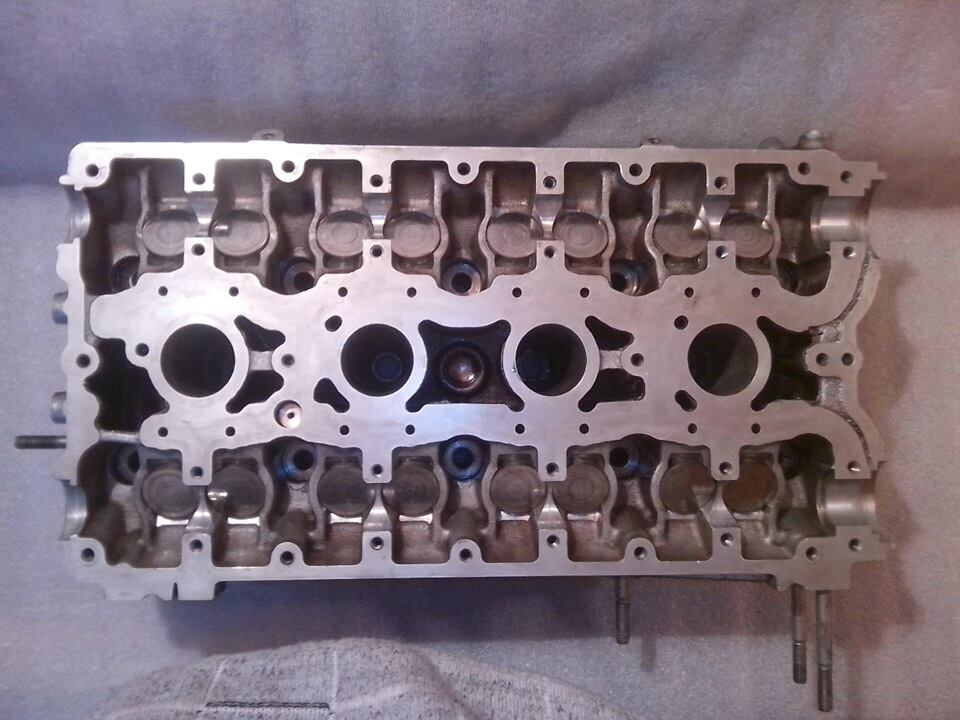
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Также сверху на ГБЦ имеется так называемая «постель» распределительного вала – посадочное место под его установку.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.

Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун. Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Условия затяжки болтов
При установке головки блока важно соблюдение технологии затяжки, которая включает в себя ряд критериев:
- Порядок затягивания;
- Усилие;
- Состояние крепежей (к примеру, шпилек с гайками);
У каждого двигателя свой порядок затягивания, который необходимо соблюдать, чтобы обеспечить равномерное притягивание головки к блоку и исключить возникновение напряжений на каких-либо участках поверхности. К примеру, на ВАЗ 2105 это выглядит так.
Усилие – еще один немаловажный фактор для правильного крепления данного элемента двигателя. Притягивание плиты осуществляется в несколько подходов (на разных моторах количество их отличается), каждый из которых выполняется со своим усилием.
Крепежи головки блока затягиваются с достаточно большим усилием, что приводит к их вытягиванию. Поэтому на множестве двигателей не допускается повторное использование болтов, они в обязательном порядке заменяются. Но есть и моторы, у которых замена крепежей не нужна и возможна их повторная установка.
Вся информация относительно технологии затяжки ГБЦ указывается в тех. документации к авто, также нередко ее указывают на упаковках прокладки головки и крепежей.
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
- Важно строго соблюдать усилие затяжки. Для этих целей используется специальный инструмент – динамометрический ключ. Выполнять эту операцию обычными ключами не рекомендуется;
- Болты головки необходимо тянуть плавно, рывки не допускаются. Поскольку усилие затяжки на последних подходах значительно, упростить процедуру и обеспечить плавное равномерное затягивание позволяет наращивание плеча ключа трубой;
- Перед установкой болтов внимательно нужно осмотреть состояние резьбы на них. Никакой грязи и сторонних частиц на витках быть не должно.
- Резьбу крепежных элементов перед закручиванием следует смазать моторным маслом. А вот заливать смазку в отверстия под болты не следует (особенно это касается «глухих» отверстий), поскольку в дальнейшем она не даст полноценно затянуть крепежи.
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
- В несколько подходов доведением усилия затяжки до требуемого значения;
- Затягивание крепежей до определенного усилия (в один или несколько подходов), а затем – двойное доворачивание болтов на определенный угол.
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Общий порядок работ
Затяжка головки блока хоть и имеет множество нюансов и особенностей, но общая технология операции – не сложная, важно лишь соблюдать условия.
Общий алгоритм работ такой:
- Изучаем документацию (порядок затяжки и усилие);
- Подготавливаем инструмент;
- Осматриваем и протираем поверхности блока и головки, прочищаем крепежные отверстия (ветошью или сжатым воздухом);
- Укладываем прокладку;
- Садим на место головку блока (правильное размещение прокладки и головки обеспечивается направляющими втулками);
- Смазываем резьбу крепежных элементов;
- Устанавливаем последние в отверстия и затягиваем их от руки;
- Уточняем схему протяжки, количество подходов и усилие каждого из них, а также время перерывов между подходами (все это указывается в документации);
- Делаем первый подход, соблюдая порядок затяжки (для удобства можно маркером пометить болты согласно порядку). На фото ВАЗ 2103;
- Осуществляем все последующие подходы.
На некоторых автомобилях дополнительно требуется повторная дотяжка крепежей после определенного периода эксплуатации автомобиля. Эта информация обязательно указывается в технической документации.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Распространенные ошибки
Несмотря на то, что автопроизводители четко указывают порядок и нюансы затяжки ГБЦ, многие автолюбители допускают ошибки при сборке мотора. Самыми распространенными из них являются:
- Заливка масла в крепежные отверстия для смазки резьбы (жидкость несжимаема, поэтому залитое масло не даст нормально затянуть головку);
- Перетяжка (превышение усилий при затягивании приводит к повреждениям ГБЦ и самих крепежных элементов);
- Применение поврежденных или несоответствующих ключей (возможен срыв граней головок болтов, после чего нормально затянуть или выкрутить их будет проблематично);
- Использование на замену неподходящих болтов (крепежи с разных двигателей могут отличаться по длине, межвитковому расстоянию резьбы, высотой и диаметром головки);
Чтобы в дальнейшем проблем не возникло, следует использовать только крепежные элементы, предназначенные для конкретного двигателя и полностью соблюдать условия выполнения работ.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
- Болты согласно порядка заворачиваются с усилием 2 кг/м;
- Доворачивание на 90 град.;
- Повторная дотяжка на 90 град.
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
- 10 основных болтов согласно порядку затягиваются с усилием 3,5-4,0 кг/м;
- Те же болты дотягиваются с моментом 11,5-12,0 кг/м;
- Вспомогательный затягивается с усилием 3,5-4,0 кг/м.
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
- Затяжка с усилием 2,0 кг/м;
- Дотягивание с моментом 7,5-8,5 кг/м;
- Доворот на 90 град.;
- Повторное доворачивание на 90 град.
Перерыв между пунктами 3,4 20 минут. Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше). То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
- С усилием 4,0-6,0 кг/м;
- С моментом 13,0-14,5 кг/м.
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Выполнение операции без динамометрического ключа
Поскольку на всех указанных автомобилях усилие точно указано, то без динамометрического ключа при посадке ГБЦ не обойтись. Но на некоторых авто вполне можно обойтись без него и использовать для затягивания обычные ключи и удлиняющей насадкой.
Сразу отметим, что выполнение работ без спец. инструмента допускается только на «старых» двигателях («Москвич», ВАЗ первых моделей).
Особенностью затяжки головки блока без динамометрического ключа является необходимость «чувствовать» прилагаемое усилие. В остальном же общая методика работ такая же, как и с использованием спец. инструмента:
- Заворачиваем «от руки» все болты;
- Делаем 1-й подход, прилагая среднее усилие (при этом стараемся тянуть все болты с одинаковым усилием, плавно и без рывков). Обязательно следуем порядку затяжки;
- Выполняем второй подход, повысив усилие (чтобы более точно «ощущать» усилие, ключ с наращенным плечом следует тянуть «на себя», а не толкать «от себя»);
- Третий подход делаем с высоким усилием (проворачиваем до момента, когда болт остановиться).
Одним из вариантов затяжки без динамометрического ключа является двойное доворачивание крепежей после выполнения 2-го подхода.
Поскольку без навыков «чувствовать» прикладываемое усилие удается далеко не всем, метод без динамометрического ключа лучше не использовать, ведь последствия неправильной затяжки головки блока – достаточно серьезны и могут привести к очень серьезным поломкам.
Поэтому перед ремонтом двигателя, связанным со снятием головки блока следует запастись специальным инструментом, тем более что лишним он не будет и применение ему найдется всегда.